DIY CYLINDER BORE CHECK: How to measure OUT OF ROUND TAPER and REBORE size - STEP BY STEP GUIDE

0150MM 0.01mm/0.0004 Inch Outside Micrometer set
https://ban.ggood.vip/WVod
50mm160mm 0.01mm Digital Dial Bore Gauge Engine Cylinder Measure Gauge Measuring Tool Kit
http://bit.ly/36jYWQI
Today we're going to do an easy, step by step DIY guide that's going to show you how to inspect and measure your cylinder bores to see if they are out of round, or maybe tapered and to know for certain if they need reboring or not. We're also going to be working on our pistons to see how much to rebore an engine depending on piston size.
Now the first thing we'll be doing before measuring stuff is to clean and visually inspect our bores. During our visual inspection we're looking for two things: an absence of damage in the form of deep scratches and scoring and a presence of a crosshatch hone pattern on our bores.
If there's an absence of damage and a presence of honing marks your engine has passed visual inspection. If there's an obvious presence of damage your bores have failed visual inspection and they will need boring.
Cylinder 1 of our block doesn't have serious rust and there's even some honing marks present. However there is increased wear on the thrust axis of the bore. Now increased wear on the thrust axis is normal and expected. During engine operation combustion forces act on the piston crown and because of the piston's position in relation to the conrod and crankshaft this part of the bore receives most of the load and therefore the most wear. This is also why pistons have more skirt material along their thrust axis. More skirt along the thrust axis helps better support the piston in the bore and helps distribute loads.
So cylinder 1 has an absence of serious damage and even some presence of honing marks which means that it passes visual inspection. But it does raise some concerns over increased wear.
In order to measure bores we're going to need two different measuring devices. A dial bore gauge and an outside micrometer. To measure bores we need to set our micrometer and bore gauge to the proper dimensions. The first thing we'll do is to zero our micrometer. To do this we need to set it in a vice. It's a good idea to use a soft jaw vice and/or some wood, and definitely don't tighten too hard as it's easy to distort the shape of the micrometer.If you distort a micrometer it's no longer usable for taking measurements.
Next we're going to consult our factory service manual or any other suitable source to see what kind of bore dimensions we should be seeing. This is a Toyota 4AGE engine block and the factory service manual tells us that our STD bore dimensions are between 81 and 81.3 mm. So we'll set our micrometer to 81mm exactly and lock it again. Now we're going to zero our dial bore gauge to 81mm. This is probably the trickiest part of this whole process and it requires a bit of patience sometimes. We're going to assemble our dial bore gauge by using an attachment of suitable length, and then we're going to insert the measuring end of the bore gauge into the micrometer. We will gently and slowly move the bore gauge inside the micrometer as we watch the needle.
Once you've zeroed the bore gauge we can proceed to the measuring. And we will be measuring at six different spots to get an accurate assessment of the condition of the bore. We will be measuring at the top, middle and bottom of both the thrust and the nonthrust axis of the bore. We're looking for two things – and out of round condition and a tapered condition of the bores. An out of round condition will reveal itself as a difference between dimensions of the thrust and nonthrust axis, and a tapered condition will be be present if there's a difference between dimensions at different bore depths. Our factory service manual tells us that the maximum allowable bore diameter is 81.23
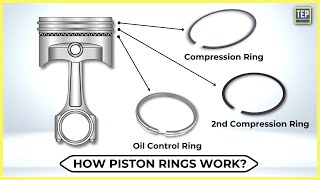
How much should we rebore an engine? To learn that we need to measure our oversized pistons. When you rebore an engine, you need to get oversized pistons. To maintain a proper piston to wall clearance an increased bore dimater also calls for an increased piston diameter.
If we check our factory service manual we'll see that the piston is measured on the thrust side 42mm from the skirt bottom, which turns out to be just a few mm away from the oil ring groove.
Our factory service manual gives us a formula for determining the amount to rebore. Its' the piston diameter + piston to wall clearance – allowance for honing. In our case that's 81.38 + 0.13 (since these are supercharged 4AGZE pistons we're using) 0.02 mm. The result is: 81.49, which is the new bore size that your engine would need to be bored out to.
A special thank you to my patrons:
Daniel
Peter Della Flora
Daniel Morgan
William
Richard Caldwell
Pepe
Brian Durning
Andrew Ruud
Brian Alvarez
Holset90
D4A merch: https://teespring.com/enGB/d4amerch Patreon: / d4a
#d4a #enginebootcamp